
Manufacture Better Flute Laminator,Cardboard Laminator, Die-cutting Machine
Focus on post-press equipment research and development, manufacture and sales for 20 years .
Service Hotline:
+86-13623253438
Focus on post-press equipment research and development, manufacture and sales for 20 years .
Tel: +86-315-5311888
Fax:+86-315-5311888
Sales Tel: +86-13623253438
E-mail:juxingjixie@sina.com
International Business Mail:
juxing@jiasun.com.cn
Four skills to solve the curve of laminated corrugated paper, and get the reasons of the bending.
In the laminated processing of the color box, cardboard curve is often one of the important problems that plague the paper product processing industry.
Cardboard curve can not only cause die cutting out of form and reduce efficiency,but also affect the squareness after box forming and weaken the comprehensive strength of the carton.
The factors causing curve are complicated, and the environment temperature and humidity are greatly affected. Many packaging companies are troubled. Here, Juxing offer you some practical ways:
Definition of laminated corrugated curve
Generally speaking, as long as the cardboard is away from the flat state, it is called curve. However, slight curve is not a defect of the product, only when the curve degree affects the production, appearance and performance of the carton, it is called curve.
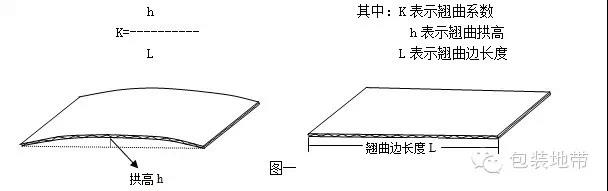
In order to analyze the curve of the color box, we can define it by introducing the arch coefficient.
After measurement, we found that for the laminated cardboard, when the arch coefficient exceeds 0.05, it will easily cause the die-cutting out of form and affect the die-cutting efficiency.
For the color box, when the arching coefficient of one side cardboard exceeds 0.03, the appearance of the color box and the pressure resistance are more obviously affected.
Therefore, only when the laminated cardboard arch coefficient exceeds 0.05 or color box arch coefficient exceeds 0.03, we call it curve defect.
Attachment: Calculation formula for curve coefficient:
Analysis of the reasons for the cardboard curve during laminated process:
In the laminated process, only a few curved caused by laminated cardboard or color box itself. The most is that the cardboard absorbs the moisture in the glue, which causes the change of the face paper and the corrugated board. The inconsistency of the dimensional changes leads to the curved defect.
In order to understand the size change of the cardboard after laminated, after analysis detailed experiments, we found some rules:
Cardboard and corrugated paper will extend after absorbing moisture; and the more moisture absorbed, the greater the extend.
When the expansion ratio of the cardboard and the corrugated paper is inconsistent, the cardboard after the laminated is curved. If the rate of expansion cardboard is greater than the expansion ratio of the corrugated paper, the cardboard laminated curved down,otherwise curved upward.
When the cardboard discharges the absorbed moisture and returned to the original moisture content, the cardboard will be slightly smaller than the original size, but the corrugated paper is slightly larger than the original size.
If the cardboard laminated is placed in a dry environment, its size will shrink more. The drier the weather, the greater the contraction. Moreover, the shrinkage of the cardboard is significantly higher than that of the corrugated paper. This is why in the dry season, the cardboard is likely to appear obvious upwards curve after laminated in the warehouse for a period of time.
The expansion ratio of the cardboard transverse direction is 10 times or more of the vertical direction. That is to say, if the length of the cardboard or corrugated cardboard is the transverse direction and the width is the vertical direction, the size change is larger, and vice versa.
improve methods
After finding out the rules, we can find some improvement methods. It has been proved that the curve can be greatly improved by selecting a higher solids glue, keep the right paper direction, and add the correct lamination method.
1)Improve the solid content of the glue
According to the above experimental results, the extent of the elongation of the cardboard and corrugated paper after absorbing moisture increases with the increase of the absorbed moisture, so if the water absorbed is less when laminated, the extent of the elongation of the cardboard is smaller, so We can use higher solids glue to improve the curve defects of the board during lamination.
The higher the solid content, the less water the glue contains, and the higher the solid content of the glue, the amount of glue per unit area of the paperboard can be reduced, thus ensuring a large reduction in the absorption of water per unit area of the cardboard, thereby improving the curve defection. From the results of many experiments, when the solid content of the glue is kept above 24%, the board curve can be significantly improved.
Figure 1: Effect of solid content of glue on cardboard curve
|
Test plan |
Cardboard arch curvature |
|||
|
|
Cardboard configuration |
Lamination speed |
Glue solid content |
25℃ 65% RH |
|
Plan 1 |
mountain peak paper with a water absorption of 60g/m² |
1000 rpm |
16% |
0.07 |
|
Plan 2 |
1000 rpm |
24% |
0.03 |
|
|
Plan 3 |
1000 rpm |
37% |
0.01 |
|
2)Ensure the correct grain direction
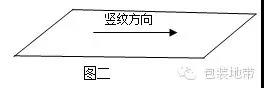
In order to ensure that no curve defects during the lamination, the factory must keep the vertical lines parallel to the long sides when ordering the flat coating of the white enamel or the flat opening of the reel (see Figure 2). Since the expansion ratio in the horizontal direction is 10 times or more than the vertical direction, the magnitude of the change in size will be small. Moreover, since the short side is the horizontal direction and the long side is the vertical direction, the absolute value of the cardboard shrinkage is much smaller than that of the horizontal printing, so that the amplitude of the carve can be reduced.
2.7mm the vertical gain prolong 0.2mm。(Figure2)
Experiments show that a 270g/m² 3S coated paperboard has a longitudinal direction parallel to the vertical direction. When the moisture content of the paperboard rises from 11.6% to 16.6%. It was found that the elongation of the horizontal direction of the paperboard was 21 times of the vertical grain direction, and the horizontal grain was elongated by 0.2 mm, the longitudinal direction of 2.7 mm. (as shown in Fig 2)
Fig2: Paperboard size changes in the correct paper grain direction
|
Cardboard Name |
Horizontal direction |
Vertical direction |
Moisture content change |
|||||||
|
original length(mm) |
current length(mm) |
Elongation length |
Elongation ratio |
original length(mm) |
current length(mm) |
Elongation length |
Elongation ratio |
original moisture |
current moisture |
|
|
270g/m² OJI |
639 |
641.7 |
2.7 |
0.42% |
1000 |
1000.2 |
0.2 |
0.02% |
11.6% |
16.6% |
If the vertical direction of the paperboard is parallel to the short side, according to the elongation of fig 1, the transverse grain direction will be extended by 4.2 mm and the vertical grain direction will be extended by 0.1 mm. The effect of the direction of the paper on the change in the size of the cardboard is evident.(as shown in fig 3)
Fig 3: Paperboard size changes in the wrong paper grain direction
|
Cardboard Name |
Horizontal direction |
Vertical direction |
Moisture content change |
||||||||||||||
|
original length(mm) |
current length(mm) |
Elongation length |
Elongation ratio |
original length(mm) |
current length(mm) |
Elongation length |
Elongation ratio |
original moisture |
current moisture |
||||||||
|
270g/m² OJI |
1000 |
1004.2 |
4.2 |
0.42% |
639 |
639.1 |
0.1 |
0.02% |
11.6% |
16.6% |
|||||||
3) The cardboard with low water absorption and the corrugated paper with high water absorption have obvious effect.
Practice has shown that if the back side of the cardboard has low water absorption and the laminated corrugated paper with the high water absorption, the water in the glue is mostly absorbed by the cardboard paper, and the cardboard has a small expansion due to the absorption of less water. The laminated cardboard is clearly straight. However, it is recommended to avoid such operations in wet weather, it is easy to be complained by customers due to soft cardboard.
We have done an extreme experiment, smearing the back of a hundred sheets of colored paper and then laminated. The resulting cardboard is extremely flat. Therefore, the packaging factory should handle the surface water absorption of the cardboard and the corrugated paper before laminating.
4)Correct stacking
In addition, in the lamination process, the stacking of the paperboard which just laminated is carried out in a positive and negative manner, and the curve of the cardboard can be improved to some extent. For the heavily curved laminated cardboard, a more feasible and effective method is to apply a certain weight on it. After a period of time, the curved cardboard will be significantly improved.
Copyright © 2018 Yutian County Juxing Printing and Packaging Machinery Manufacturing Co., Ltd. All Rights Reserved
